產(chǎn)品分類(lèi)
產(chǎn)品搜索
- 請(qǐng)輸入您的關(guān)鍵詞:
詳細(xì)信息
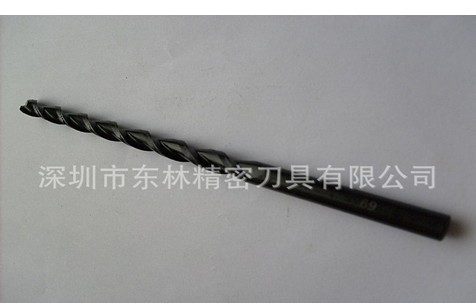
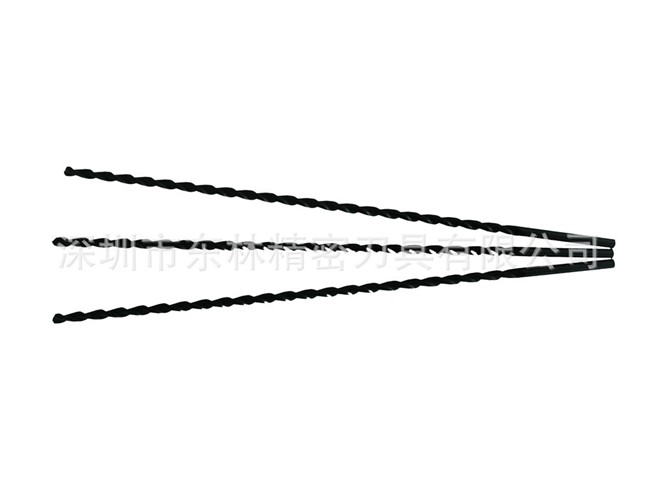
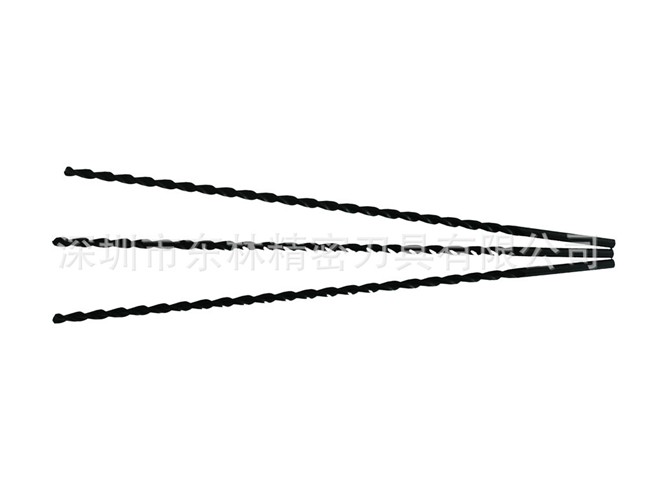
D7x800 高鈷拋物線(xiàn)深孔鉆的使用方法要求:
1.選擇合適的鉆頭:當(dāng)被加工孔的長(zhǎng)徑比大于4:1時(shí),標(biāo)準(zhǔn)麻花鉆很難有效排屑,此時(shí)應(yīng)選擇專(zhuān)門(mén)設(shè)計(jì)的深孔鉆頭,如普通拋物線(xiàn)型鉆頭或?qū)捜袙佄锞€(xiàn)型鉆頭,提高加工效率和孔的質(zhì)量。
2.確定加工條件:考慮孔徑、孔深等因素,針對(duì)不同工件材料確定適宜的加工條件,如轉(zhuǎn)速、進(jìn)給量等。對(duì)于高鈷高速鋼鉆頭,建議的轉(zhuǎn)速范圍為1000~1500m/min。對(duì)于硬質(zhì)合金鉆頭,由于其縱彈性模量較高,可采用高速切削加工。
3.使用切削液:在加工過(guò)程中,必須注入切削液或深孔切削油到切削區(qū)域,以冷卻和潤(rùn)滑刀具,同時(shí)幫助排屑,提高加工質(zhì)量和刀具耐用度。
4.操作順序和注意事項(xiàng):
使用前檢查冷卻液的儲(chǔ)存量,確保循環(huán)正常。
裝夾工件要牢固,遵循“裝實(shí)、裝正、裝平”的原則。
裝夾刀具時(shí),清理旋轉(zhuǎn)夾頭內(nèi)的灰塵及雜物,正確安裝卡頭和刀具。
加工時(shí)通過(guò)觀察窗觀察切削狀態(tài),發(fā)現(xiàn)異常應(yīng)立即關(guān)閉電機(jī)主軸。
注意后部磁排屑機(jī)的出屑情況,及時(shí)調(diào)整切削參數(shù)。
加工結(jié)束后,對(duì)機(jī)床進(jìn)行潤(rùn)滑和清潔,確保機(jī)床停在指定位置,關(guān)閉電源。
拋物線(xiàn)鉆頭的優(yōu)點(diǎn):與普通麻花鉆相比,拋物線(xiàn)鉆頭具有鉆心厚、剛性好、不易彎曲等優(yōu)點(diǎn),能有效提高深孔加工的質(zhì)量和效率。
返回
[深孔鉆]
上一個(gè) [TIS涂層深孔鉆]
下一個(gè) [高速鋼拋物線(xiàn)深孔鉆]
>> 相關(guān)產(chǎn)品